Question: What is the role of flame treatment? mainly to clean the surface? or hot?
Answer: The flame causes slight changes in the molecular structure of the plastic surface material, the ink is easy to mix, and the paste is firm.
Otherwise, the characters will be deformed due to the surface tension of the ink
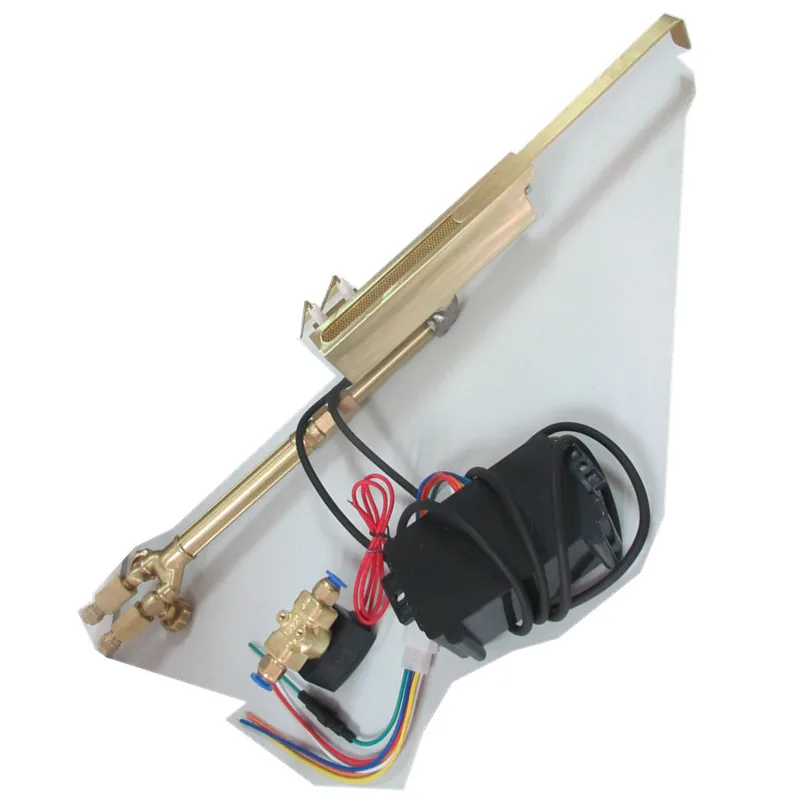
TAM-F250C Prepress flame treatment gun & Air-Gas burner
Air-Gas burner flame treatment machine 8419899090
bottle container the flame processor, Basketball board large flat flame processor, electric car shell Flame Treatment Machine,
continuous PP tube Flame Treatment, car bumpers flame processor equipment.
FEATURES AT A GLANCE
1、Hot leak gas welding, to ensure safety. 2、 Appearance is very beautiful, internal filter fine, 3、 Intake premixed three-way regulating valve imports from U.S.. 4、 Have 17 types , min size of burner TAM-F70A 5、Copper-welded copper, consistent thermal expansion rate, safe.

Right elevation
Left elevation

Front elevation
00:0200:10
PRODUCT SPECIFICATIONS
|
Model No.
|
Size mm(excluding copper fittings of silencer)
|
Material
|
Specification
|
Effective flame length(mm)
|
Flame width(mm)
|
flame nozzle rows
|
Mixed thread in gas hole
|
Body head screw
|
|
TAM-F70A
|
98X25X55
|
|
vertical
|
0-70
|
10
|
|
|
|
|
TAM-F100A
|
140X25X55
|
|
vertical
|
0-100
|
10
|
|
|
|
|
TAM-F120A
|
170X25X35
|
|
horizontal
|
0-120
|
10
|
|
|
|
|
TAM-F120B
|
175X25X50
|
|
horizontal
|
0-120
|
15
|
|
|
|
|
TAM-F150A
|
200X25X50
|
|
vertical
|
0-150
|
10
|
|
|
|
|
TAM-F200A
|
245X25X70
|
SUS304 shell, copper fire-breathing hole
|
horizontal
|
0-200
|
15
|
|
|
|
|
TAM-F200B
|
242X25X50
|
|
vertical
|
0-200
|
10
|
|
|
|
|
TAM-F200C
|
245X25X55
|
|
vertical
|
0-200
|
15
|
|
|
|
|
TAM-F220A
|
270X25X55
|
|
vertical
|
0-220
|
15
|
|
|
|
|
TAM-F250A
|
290X25X55
|
Copper shell and flame nozzle
|
vertical
|
0-250
|
10
|
5
|
M-G3/8
|
SUS M5 0R M6
|
|
TAM-F250B
|
290X25X47
|
|
vertical
|
0-250
|
10
|
|
|
|
|
TAM-F250C
|
295X25X35
|
|
horizontal
|
0-250
|
10
|
|
|
|
|
TAM-F250D
|
290X25X47
|
|
vertical
|
0-250
|
10
|
|
|
|
|
TAM-F250E
|
300X25X50
|
SUS304 shell, copper fire breathing hole
|
horizontal
|
0-250
|
10
|
|
|
~3Kg
|
|
TAM-F250F
|
320X35X40
|
|
horizontal
|
0-250
|
10
|
|
|
|
|
TAM-F300A
|
355X25X40
|
|
horizontal
|
0-300
|
10
|
|
|
|
|
TAM-F350A
|
405X25X58
|
|
vertical
|
0-350
|
10
|
|
|
|
PRODUCT CONFIGURATION
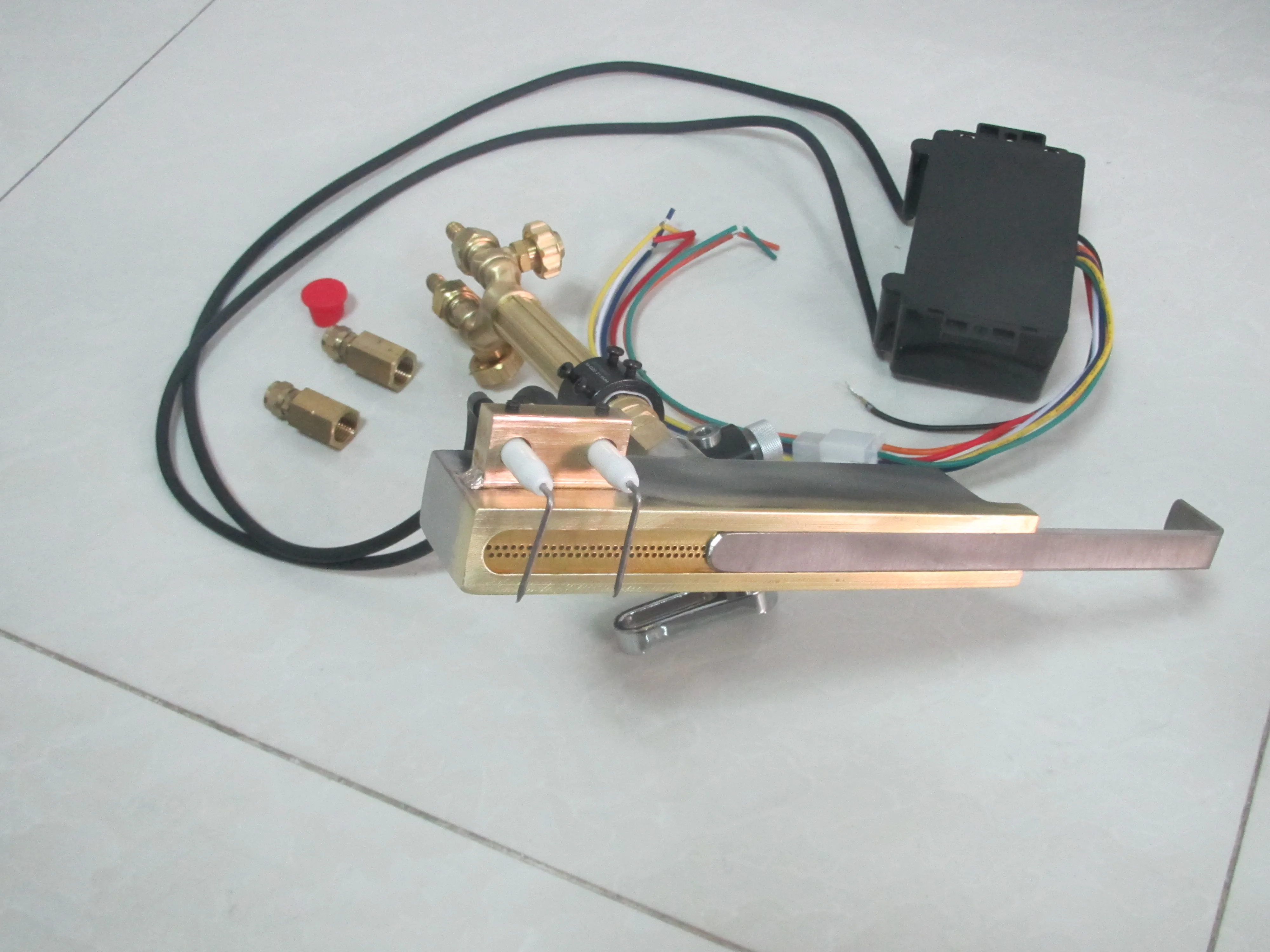
Automatic high voltage ignition generator

Gas mixing control valve

Japan Shimadzu hydraulic motor
SALES AND SERVICE NETWORK
Successful Project

Project in Thailand

Project in India

Project in Russia
SIMILAR PRODUCTS



FAQ
Q1:I want to buy Tamprinter flame gun, what information do I need to provide?
A1:
your old Flame Treatment Gun photo? which side in gas?which side out flame?Prepress Treatment Flame Gun for Sheet 2D product or 3d product? Automatic or manual Tamprinter ignition system?Do you want to extend the tube?how many set?
Q2 :
More video?
A2:
Prepress Air-Gas burner video:
https://www.youtube.com/watch?time_continue=29&v=xMdCi174u00
Prepress flame treatment gun or name Air-Gas burner More photo link:
http://photo.163.com/tamprinter/#m=1&aid=262756598&p=1
Q3:
Gas consumption?
A3:
Combustion gases: Standard natural gas, liquefied petroleum gas, household gas 4KGf / CM2 Combustion gas: compressed air 8KGf / CM2 ,Capacity:>0.5m3/min
Q4:
How to clean gun?
A4:
WD40 cleaning agent + air gun blowing
Q5:
HS CODE?
A5:
about Air-Gas burner for flame treatment machine 8419899090
- Product Overview
- FEATURES AT A GLANCE
- PRODUCT SPECIFICATIONS
- PRODUCT CONFIGURATION
- SALES AND SERVICE NETWORK
- Successful Project
- SIMILAR PRODUCTS
- FAQ
Applicable Industries:
Hotels, Garment Shops, Building Material Shops, Manufacturing Plant, Machinery Repair Shops, Food & Beverage Factory, Farms, Restaurant, Home Use, Retail, Food Shop, Printing Shops, Construction works , Energy & Mining, Food & Beverage Shops, Advertising Company, Other
After Warranty Service:
Video technical support, Online support
Local Service Location:
Canada, Italy, France, Germany, Peru, Saudi Arabia, Indonesia, India, Mexico, Spain, Thailand, Malaysia, Colombia, Bangladesh, Ukraine
Showroom Location:
Italy, France, Germany, Mexico, Spain, South Korea, Chile
Video outgoing-inspection:Provided
Machinery Test Report:Not Available
Marketing Type:Ordinary Product
Warranty of core components:1 Year
Core Components:Engine
Condition:New
Automatic Grade:Semi-automatic
Place of Origin:Guangdong, China
Brand Name:tamprinter
Voltage:220 single phase
Dimension(L*W*H):320mmX35mmX40mm
Weight:2kg
Warranty:1 Year
After-sales Service Provided:Online support, Video technical support
Key Selling Points:Automatic
Type:Prepress Air-Gas burner
Size excluding copper fittings:290X25X55
Model No.:TAM-F250C
Material:Copper shell and flame nozzle
Effective flame length(mm):0-250
Flame width(mm):10
flame nozzle rows:5
Mixed thread in gas hole:M-G3/8
Body head screw:SUS M5 0R M6
Application:Label Printing
Supply Ability:100 Set/Sets per Week
Packaging & Delivery
Packaging Details carton
Picture Example:

Lead Time :
| Quantity(Sets) |
1 - 50 |
>50 |
| Est. Time(days) |
10 |
To be negotiated |
Video
Air-Gas burner flame treatment machine 8419899090
bottle container the flame processor, Basketball board large flat flame processor, electric car shell Flame Treatment Machine, continuous PP tube Flame Treatment, car bumpers flame processor equipment.
Construction of the manufacturing process in the production of PP, PE plastic is non-polar polymer materials, chemical stability, low surface tension, coupled with the opening of synthetic resin added, antistatic agents, anti-aging agent of influence for the difficult and ink firm bond . To improve PP, PE plastic printability must handle, so that the surface tension of not less than 3.8 × 10-2N / m. Flame surface processor adapted to the flame surface treatment PP, PE ,, PET, PVC and other plastic products of different shapes; articles deal with various thickness are not deformed
Widely used in polypropylene (PP plastic) / polyethylene (PE plastic) plate, sheet, shell, surface modification treatment after film printing, bonding, surface oxidation and other processes, is also suitable for all types of metal alloys quenched with local heat treatment, a glass flame polished.
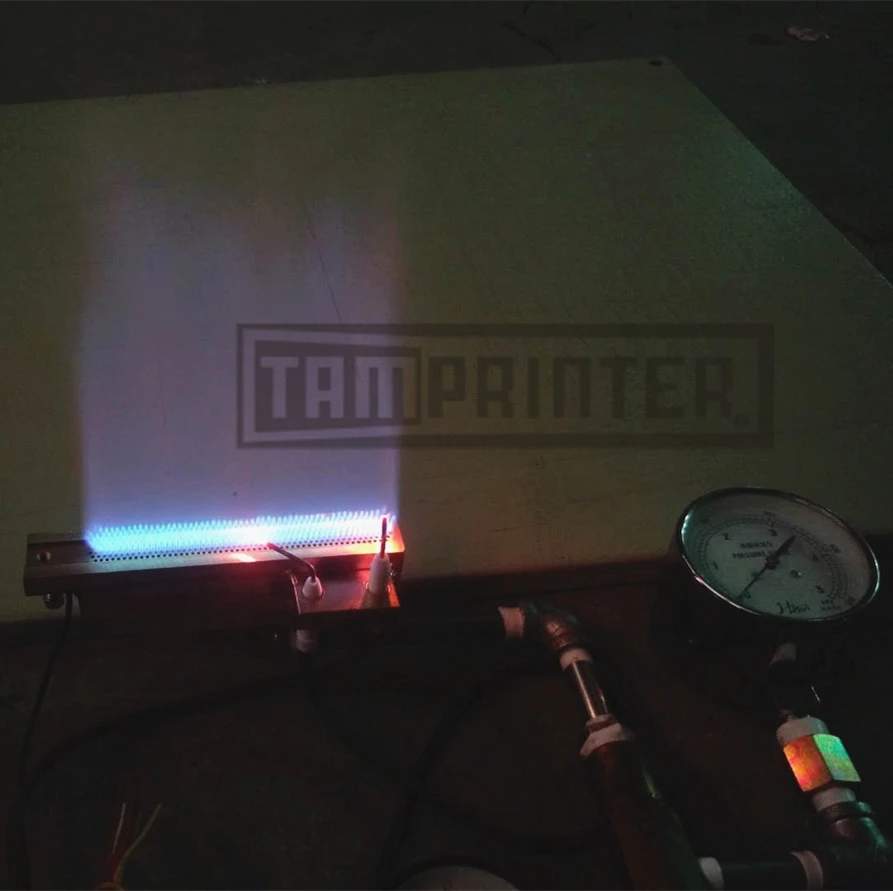
Flame Temperature: 1100 ~ 1800 ℃ oxidizing flame
Flame width: 15 ~ 150MM adjustable
Flame Thickness: Standard 20MM 5 row holes
Combustion gases: Standard natural gas, liquefied petroleum gas, household gas 4KGf / CM2
Combustion gas: compressed air 8KGf / CM2 ,Capacity:>0.5m3/min
Electronic ignition Power: 220V / 50Hz
We have copper burner no do stainless steel burner,
1、Hot leak gas welding, to ensure safety.
2、 Appearance is very beautiful, internal filter fine,
3、 Intake premixed three-way regulating valve imports from U.S..
4、 Have 17 types , min size of burner TAM-F70A
5、Copper-welded copper, consistent thermal expansion rate, safe.
It is helpfull If you can offer us following details, we can do PI ASAP.
1) Auto-ignition or manual ignition
what specifications flame treatment gun you used before,
please show us photos and size (flame length, wide and type),
Gas path entrance,t the top, in the middle, or at the corner
Optional accessories: gas on/off solenoid valve, 5D bracket, red and blue air tube, 4-way connector, long mouth lighter, etc.
2) Or you can choose one model from our burner video link:
http://www.tamprinter.com/sdp/1963483/4/pd-6621680/11436709-2562801/Prepress_flame_treatment_gun.html
See the following links for more photos
http://photo.163.com/tamprinter/#m=1&aid=262756598&p=1
3) please send us your contact detail for DHL express (address, TEL).
4) If you have paypal account, we send you PI, you can pay online,
For glass containers, Pyrosil increases adhesion, extends durability and improves scratch resistance of UV and LED Inks:
Tamprinter is recommended by Marabu, Dubuit, Ruco and the technology has been used with Sun Chemical and Ferro inks as well.
Flame treating Process:
When it comes to treating the surfaces of packaging, molded parts, glass, automotive parts, and a wide range of films, foils, coated boards and other substrates, Flame treating is a proven winner. Flame treating induces an ionized air stream that flame treateralters the surface that is being treated. Flame treaters work by burning an ultra-lean gas mixture, whose excess oxygen becomes reactive by the high treatment temperature.
The Result?
Flame treated surfaces offer many advantages, including freedom from pinholing, ozone, and backtreatment. Using the right equipment in your process can help you achieve treatment levels above 70 dynes even on polyolefins. The increased surface tension will now allow, inks, glues, dyes, paint, etc to adhere to the substrate creating a successful solution for your company.
Flame treating Advantages over Corona / Air Plasma Treatment
Higher achievable treatment levels
Lower treatment decay rates
No backside treatment
No ozone
No gauge or surface contour restrictions
Flame treating Advantages over Chemical Treatment
Chemical treating creates odor
No skin irritation
Less expensive
Does not require disposing of environmentally hazardous material
Chemicals expose workers to dangerous substances
Tamprinter is in the business of delivering top quality flame treatment solutions. Our machines will greatly reduce your labor costs, workers compensation costs, and streamline your production with a higher quality product, every time.
Flame Treating Plastics
Surface Treatment of Polyolefins for Decorating and Adhesive Bonding
Polyethylene and Polypropylene have chemically inert and non-polar surfaces. Chemically inert and non-polar systems do not bond well with adhesion products. Surface treatment is required for acceptable adhesion of decorations, coatings, and other adhesive products. Oxidation of polyolefin surface may be performed by the use of a flame to produce a receptive polar surface. A receptive polar surface will take adhesion products and increase the ease of plastic printing.
The following comments are offered as a guide for surface treatment of specific fabrication methods:
1) Injected molded products: Flame treatment is ideal for injected molded products usually due to the size, shape, and thickness of the products. Always try to avoid excess heat when treating injected molded products, because it may bring out flow marks in the product. Excess heating can also remove the ‘gloss’ from the product.
2) Plastic Sheet treating: for thin walled plastics, also called thermoforms plastics, flame treating is ideal. Especially if the products is greater than 25 mils. Warpage of the treated parts can be avoided by increasing the conveyor speed (if the treatment is being done by a machine with a conveyor), or increasing the distance from the burner to the treated part. Both applications will reduce the BTU/hr energy transfer of the burner in respect to the plastic part.
3) Blow Molded Products: Flame treatment is ideal for the majority of blow molded plastics because of the shape and wall thickness. The flame treatment will even maintain the glossy finish of plastics.
4) Rotational Molded Products: Flame treatment is ideal.
Long lasting surface treatment can be achieved easily with the proper equipment. If the treated parts are stored appropriately, the parts will retain their surface treatment for a minimum of one year. Be careful to reduce contamination of the parts prior to treatment.
Common contaminants which reduce flame treating of plastics.
1) Handling: Use clean white gloves to handle the parts. Plastics which have been touched with ‘oily’ hands will not treat properly.
2) Additives: Concentrations of slip, anti-bock, and antistats can adversely affect the level of treatment.
3) Machine oil and grease: Grease and oil spots on parts will not treat. Keep the parts clean and away from contaminants.
4) Mold releases: Mold should be kept away from the parts prior to treatment.
Surface treatment can be easily removed. Treated parts should be handled with care. Since the treatment of plastics is essentially invisible to the naked eye, circumstances that could contaminate treated parts should be avoided. After parts are treated, avoid excess handling. Under no circumstance, should the area of the part that was flame treated be handled. Dust or dirt should be blown off with air or rinsed off with water, and allowed to air dry.
Flame treated parts, Avoid:
1) Excess handling – The oil from hands can remove flame treatment.
2) Wiping parts – Wiping with paper towels or clothes can remove flame treatment.
Flame Treating
Flame treating polyolefins is a common method to alter the surface structure of the plastic to be made polar through the method of oxidation. When flame treating, the main consideration should be the uniformity in which the part will have contact with the flame. The distance of the treated part should not vary distance from the flame.
The optimum distance to place plastics with an AGF Burner, Inc. Ribbon burner inserts is 3/8”-1/2” (inch) from the surface of the flame tips. For example, a part to be treated with an AGF Burner, Inc. ribbon burner containing a figure 11-55 insert should be 1.25” to 1.375”(inch) from the insert face of the burner.
The surface of parts to be treated must be free from dust, grease, moisture, mold, or any other foreign containments.
Apparatus:
1) Burner
2) Air-gas Venturi mixer
3) Air regulator
4) Gas regulator
Compressed Air-Gas
The following precautions must be observed to obtain trouble – free operation of Compressed Air – gas burner equipment.
1) Use the correctly sized Burner, TAMPRINTER’s Venturi mixer for each burner set-up
2) Install a fire check of suitable capacity between the Venturi mixer and the burners. The fire check does not prevent a flashback, but retards combustion back into the mixture line in the event of a flashback. These fire checks must be used in Compressed Air-gas burner installations.
3) Do not install any valves, cocks, or restrictions other than a fire check between the Venturi mixer and the burners.
4) The Venturi Mixer should be placed as close as possible to the burners or burner manifold to avoid storing up too large a quantity of an explosive mixture.
5) All piping should be of sufficient size. A common error that is made in burner installations is the use of under sized piping. Whenever possible the mixture supply line to the burners should be of equal size or larger than the pipe size of the outlet of the Venturi mixer.
6) Wherever possible, all fittings and piping directly connected to the Compressed Air-gas burners should be of copper or brass material to conduct heat away from the burners, thereby preventing over-heating.
7) Make certain that there is no oil or grease in the fittings, piping, etc. of the Compressed Air-gas burner set-up.
8) To minimize the possibility of flashing-back the following rule should be observed:
Turn on gas, light;
Turn on Compressed Air.
Turning off – turn off gas first, then Compressed Air last.
9) The gas and Compressed Air should be shut off immediately in the event of a flashback.
Air-Gas Burner Operational Instructions - Manual
1) Inspect to make sure of proper installation of the burner, Venturi mixer, needle valves, Air filter regulators, zero gas governors or gas regulators and other equipment. Insure that gas and air lines do not leak. After inspection you are ready to begin.
a. Needle valves on Venturi mixer should be closed
b. Set Air Filter Regulator to 20-30 PSIG
c. If solenoids are in line, the will need to be energized or manually opened.
2) Turn gas on using the needle valves (or another flow controller for gas) and spark ignitor until you have a gas rich lazy flame.
Turn gas needle valve open and light. Gas only.
3) Start the addition of compressed air
4) Adjust Air and Gas unit Sharp Blue Flame Cones are obtained
5) At This point you can lock the Needle valves in place (optional)
6) Set up Spark Ignition (see circuit schematic for proper installation of solenoids, spark ignitors, flame sensors, etc.)










