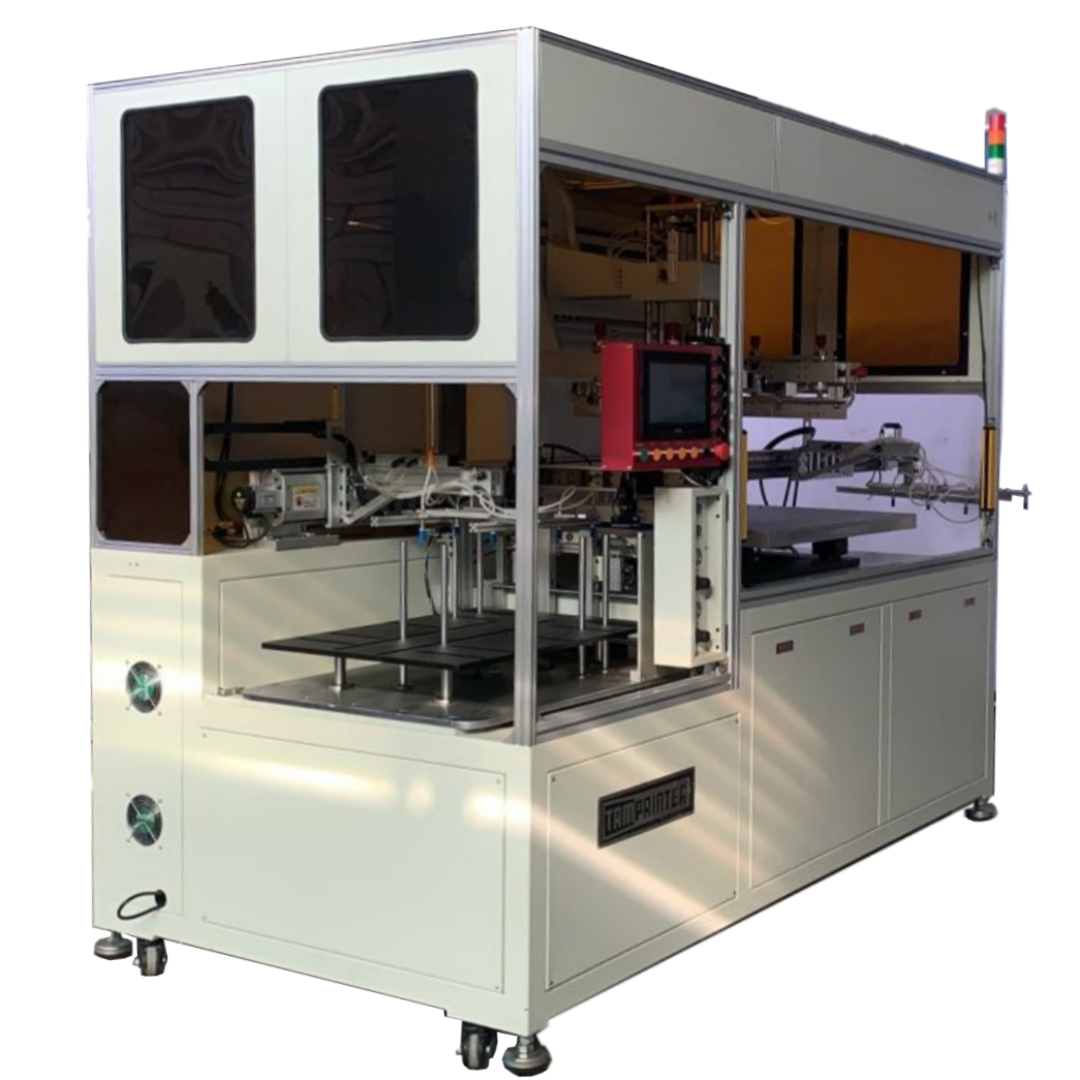
model:TM-CCD5070TP
Multi-color overprinting Full-Auto Screen Printer with 2 ccd cameras and a vision system for Opaque new precision material film parameters:
|
Printing area
|
660*900mm
|
|
Printing table area
|
500*700mm
|
|
Printing table process
|
precision processing + hard anodizing
|
|
Printing table material
|
Customized industrial magnesium aluminum
|
|
Printing speed
|
10~300mm/sec
|
|
Screen rise height
|
50mm from the table
|
|
Maximum screen frame size
|
700*1200mm
|
|
Maximum screen frame thickness
|
35mm
|
|
Printing material thickness
|
0~5mm
|
|
Positioning accuracy
|
±0.05mm
|
|
Printing accuracy
|
±0.02mm
|
|
Scraper angle adjustment
|
0~40 degrees
|
|
Power and consumption
|
AC380, 50/60Hz, ~1.8Kw
|
|
Air pressure
|
4~6Kg/cm2
|
|
Machine size
|
L1500*W1100*H1650
|
|
Machine weight
|
About 480Kg
|
Scope of application:
ITO conductive glass/ITO conductive film/light guide plate/cold light plate/touch panel/flexible circuit
Product features:
1. Printing adopts WEIMIAO servo motor and synchronous belt linear transmission, with good stability
2. The horizontal and vertical fine-tuning of scraping/printing adopts separate card adjustment, with fine-tuning accuracy ±0.05mm
3. The printing platen is horizontal and vertical, with a fixed point accuracy of ±0.05mm
4. The printing platen is made of industrial magnesium aluminum with precision machining, and the horizontal surface tolerance is within ±0.01mm
5. X, Y, θ three-axis independent printing platen, with a fine-tuning accuracy of ±0.02mm
6. The horizontal fine-tuning of the distance between the platen and the screen, the distance code table is set to 1~100mm
7. The running platform adopts Xinjie servo motor plus synchronous wheel with linear slide rail to enter and exit
8. The screen clamp seat has a 4-point horizontal correction device and a 4-point pneumatic clamping device for the screen
9. The horizontally movable steel plate clamp seats on both sides are supported by linear tracks, and the front end does not tilt
10. Touch screen and LCD operation panel with more than ten functions
11. The operating system has an intelligent teaching mode, which will automatically display and troubleshoot prompts when there is improper operation or failure.
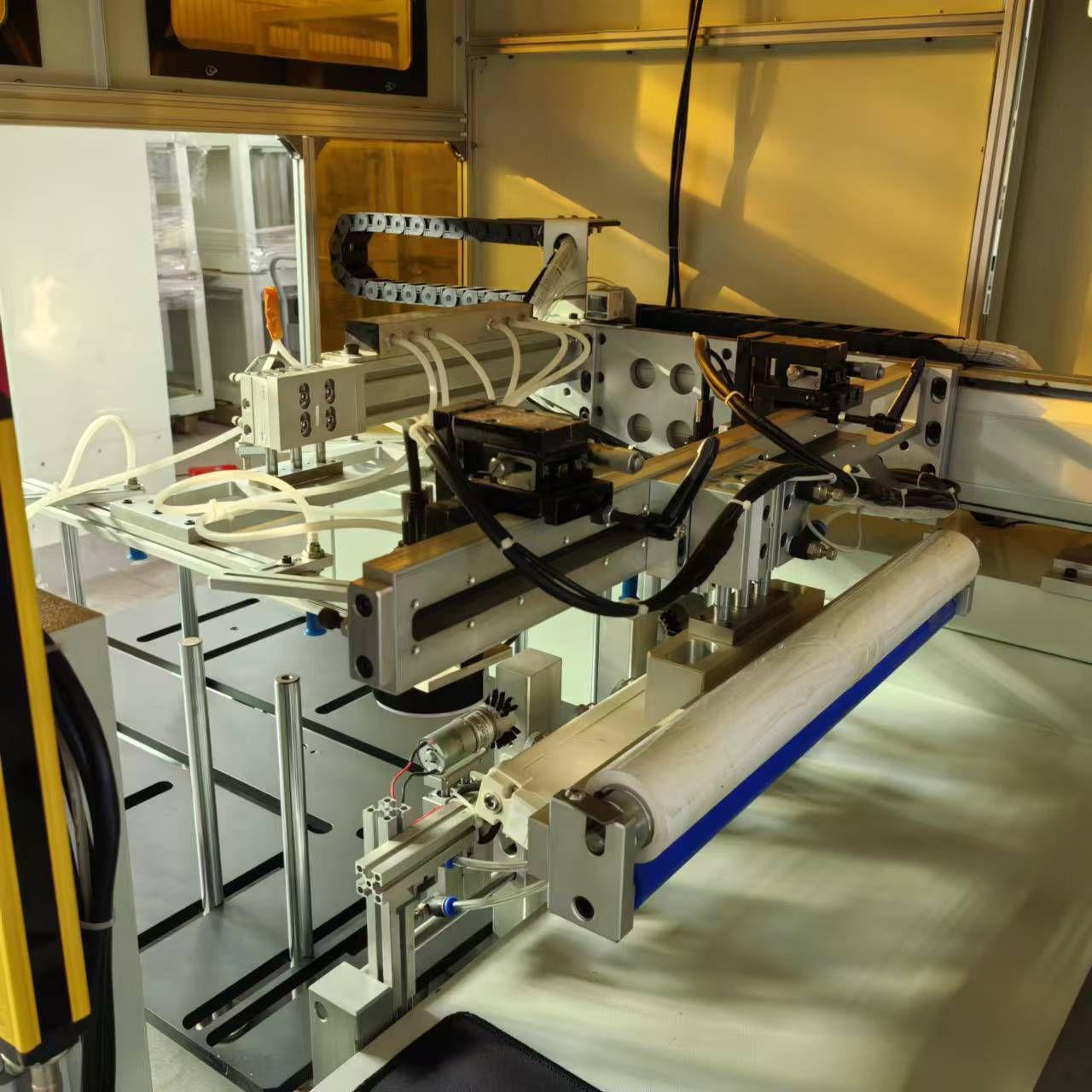
III. Structural description
Electric voltage stabilization method or device Power source has no voltage stabilization, PLC has built-in voltage stabilization device
Air pressure stabilization method or device The air inlet is equipped with a double combination to fix the air pressure at the required pressure
The scraper group constant pressure or device The scraper is equipped with a pressure regulating valve to fix the air pressure to a constant pressure
The screen frame clamping method or device Manual clamping on the left and right
The screen frame seat lifting method Vertical lifting
The printing component position Uses a beam to place evenly
The printing component movement method Uses Panasonic servo with timing belt drive, moving left and right
The printing plate suction method Optional automatic suction or manual suction
The printing table movement method CCD automatic alignment
Printing method switching Single/double printing, single/continuous printing
Counter Accumulated times
Operation method Touch screen control, foot switch control
Protection device Motor overload protection, safety cover protection and emergency stop switch
Spare parts Free replacement of parts during the warranty period (force majeure and human factors are not covered by the warranty)
Warranty period One year from the date of production on the machine nameplate, lifetime warranty
After-sales service Service base (Mainland China)
CCD device description
Visual alignment CCD placement combination Visual alignment CCD detection device
1. Up and down axis linear slide rail mounting bracket (2 sets) 1. High-resolution LCD display (10.4 inches)
2. 10.4-inch video camera fixed axis bracket (2 sets) 2. High-definition black and white camera
3. Front and rear/left and right axis precision fine-tuning alignment (2 sets) 3. Adjustable coaxial optical alignment mirror (50 times magnification)
4. LCD display with double crosshair positioner
CCD Screen Printing Machine Operation Instructions
The purpose is to make the printed products have good effects, improve production efficiency, and meet customer requirements
2. Scope of application
Applicable to the printed products produced by our company.
3. Responsibilities and authorities
1. The screen printing supervisor is responsible for product control and quality requirements
2. IPQC is responsible for the quality inspection of printed products
4. Operation procedures
1. The screen printing supervisor arranges production according to the "Production Flow Sheet" and keeps records. 2. The screen printing operator confirms the materials, films, screens, and inks according to the samples. 3. At the beginning of printing products, the engineer and IPQC should be notified to confirm the first product. Only after the confirmation is qualified can mass production be carried out.
5. Operation steps
1. The screen printing operator should check the thickness of the screen printing material and whether the material is consistent with the data sample. 2. The ink used for screen printing should be matched with the curing agent of the same manufacturer. The adhesion of the ink must be checked for each process. Whether the color is consistent with the sample. The dilution of the ink should be strictly controlled during the production process because it determines the font effect, ink thickness and color of the screen printing:
Screen printing screen and film management. Be sure to carefully check the film pattern before drying the screen. 3. Whether the date is consistent with the sample. Whether the film is damaged. After use, the film must be placed as required to avoid scratches and facilitate search. For films with fonts and windows, 140T should be used. Slant screen drying, while cover bottom, overprint and mirror silver process can use 100T or 120T screen. When applying photosensitive paste, you should pay attention to controlling the film thickness. The film thickness determines the effect of the screen printing pattern and the thickness of the ink. 4. Squeegee selection. Before screen printing, check whether the squeegee is scratched, damaged or deformed. For font screen printing, you should choose new squeegee or one with a sharper squeegee tip. In this way, the printed font will be clear and less toothed. The ink printed by the polished squeegee will be relatively thicker. Generally, it is recommended to use 75-degree squeegee screen printing. 5. Self-inspection and improvement of screen printing production~ Every screen printing operator should have good self-inspection ability and sense of responsibility~ When screen printing, attention should be paid to avoid incomplete characters, dense oil, dust spot light leakage, color difference, oil leakage, deviation, etc.~ Check whether the screen pattern is damaged, ink dilution, and whether the machine screen is fixed.
6. Screen cleaning~ Generally, the screen is cleaned with 718 screen washing water~ Water film is washed with 783 oil-opening water, which can prevent the film pattern from falling off and being damaged during screen washing~ Extend the service life of the screen.
7. Workshop hygiene~ Make sure to keep the production workshop, machine, materials, desktop, and floor clean and tidy, and return the necessary items and production tools to their original positions after use and place them neatly.
VI. On-site management responsibilities
1. Personnel: Personnel of this department can only be officially employed after training and assessment
2. Machinery and equipment: Cleaning, maintenance and repair of department equipment shall be strictly implemented in accordance with the machinery and equipment management system,
3. Material use management: All materials of the department shall be actually collected and kept
4. Operation method: The relevant products of this department must strictly follow the requirements of the operation instruction and production process sheet
5. If any abnormal problem occurs during the production process, production shall be stopped immediately and the supervisor and IPQC shall be informed in time,
6. Analyze the abnormal problem, come up with a solution in time, and keep records to avoid it happening again next time.