Model No.︰TM- 3DUV -1
Brand Name︰tamprinter
Country of Origin︰China
Unit Price︰US $ 7000 / set
Minimum Order︰1 set
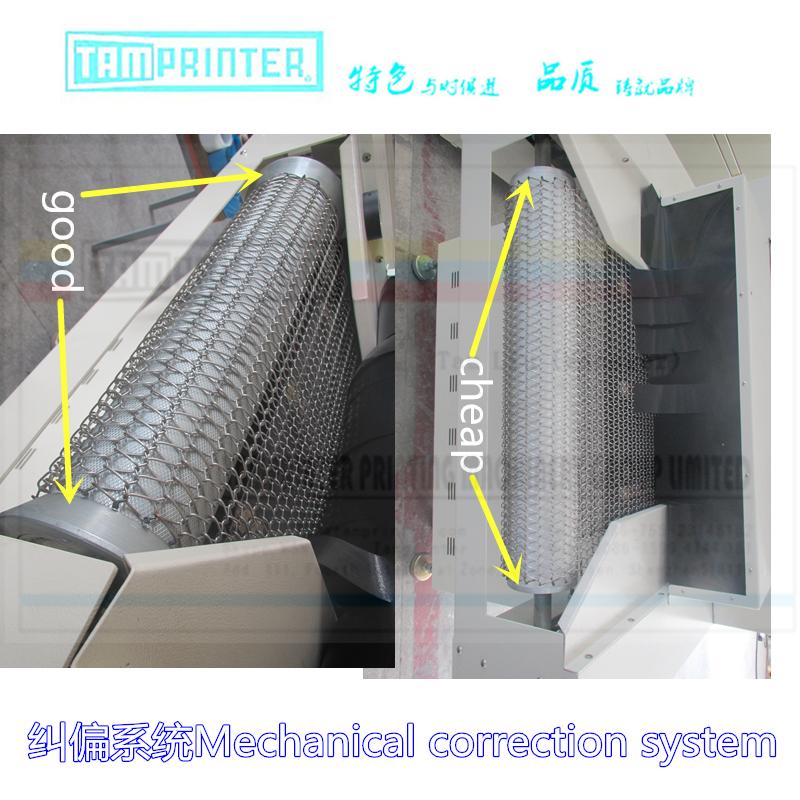
Inert material UV primer dryer
Parameter:
| Belt Width | 550mm |
| Conveyor belt Stainless | Conveyor belt Stainless |
| Temperature in oven | about 65 Celsius |
| Maximum speed | 3~ 12m/min |
| Power | 380V/50HZ/3P 12Kw |
| UV Lamp | 3KW*4 lamp=12kw |
| Machine Size | 2400*1020*2080mm about 6CBM |
| Machine net Weight | 650kg |
Conveyor belt Stainless SUS304
From the top, 4 directions slanting down, shining, no lights at the bottom
Top Air Draft Motor 1 pcs
Top Blower Motor 1pcs
Conveyor Motor 1pcs
Exhausamp 2KW*4pcs e Pipe Diameter: 200mm
If Clean room, oven inside about 65 celsius
Lamp Lifetime about 1000 hours
Application nylon + fiber, PET, EVA,PP glass, ceramic, etc.
Plywood Packing
Payment Terms T/T , LC,OA
Stock :20sets color Red ,white or blue random delivery
UV primer =Silicone modified compounds
Inert material,Usually EVA Outsole /Mould Outsole surface treatment passes this UV tunnel machine, which is conducive to the next step of glue paste。
UV surface can be adhered without sanding, adhesion is promoted to all kinds of hard-to-adhere materials (such as: nylon + fiber, PET, PP glass, ceramic, etc.), especially for all kinds of metal (such as: tin, aluminum alloy , Vacuum coating, stainless steel, stainless steel chrome plating, stainless steel anodic treatment / oxidative coloring / sandblasting / drawing) and other surface adhesion. Resistant to boiled and salt spray.
Coating process: material surface cleaning and dust removal → processing agent filter spray → infrared preheating or natural placement 2 ~ 5min → UV coating spray coating → UV curing → inspection → finished product.
In order to ensure the tension between the EVA, IP, PHYLON midsole and the rubber outsole or upper material, it is necessary to do water washing and UV irradiation treatment before the sole is added or formed (EVA does not need to be washed)
Water washing: The function of water washing is to wash off the chemical residues such as release agent/release agent on the surface of IP and PHYLON, so that it can more fully interact with the treatment agent. There are three procedures for washing: 1. Over alkaline liquid PH 10.5~11.5, temperature 55±5℃; 2. Neutral water cleaning PH 6~8, temperature 45±5℃; 3. Acidic liquid PH 2.5~3.5, temperature 55 ±5°C. It takes about 5-6 minutes to complete the washing process. During the washing process, the side that needs to be attached to IP and PHYLON should face down so that they can fully contact with the washing liquid. After washing with water, directly pass through the oven (the far right end of the picture below, the temperature is 50℃) to dry IP and PHYLON.
UV irradiation: UV irradiation is required after washing with water. You need to wipe the cleanser first, fully clean it, and open the pores on the surface. After drying in an oven at 50±5℃ for 2 minutes, then wipe the UV treatment agent. The role of the treatment agent is to "anchor", fill in small pores, and change the affinity of the material surface for better adhesion to the glue. The treatment agent needs to be dried in an oven at 50±5°C for 2 minutes. Then directly into the UV irradiation, UV irradiation can trigger a polymerization reaction to increase the polarity of the sole, enhance the viscosity and adhesion, and make the sole easier to stick. If not irradiated, insufficiently irradiated, or expired, the pull force value is low and can be easily pulled by hand. (Please note that glue cannot directly adhere to the IP and upper).
Payment Terms︰ TT / LC